

1992'den Beri, 9 Yıl 11 Ay Sonra...

Türk Markaları Milano'da Uluslararası İlginin Odağı Oldu

Veri Merkezlerinin Yükselişi ve Soğutmanın Stratejik Önemi

Yüklenicinin Mühendisi: Değeri Bilinmeyen Bir Katkıda Bulunan

Bosch Condens 1200W ailesi genişliyor
|
Hesaplamalı Akışkanlar Dinamiği (CFD) Kullanılarak Statik Balans Vanası Analizleri
İyi projelendirilmiş ve tesis edilmiş bir mekanik tesisattaki cihazlarda doğru debilerin dolaşması gerekir. Teorik olarak, projelerde belirtilen debileri sağlamak için balans vanası üreticilerinin seçim programlarından ve /veya seçim abaklarından hesaplanabilen ön ayar (tur) değerlerine getirilen balans vanaları ile debilerin sınırlanması (istenen debilerin elde edilmesi) düşünülür. % 100 yerli üretimi Duyar Vana tarafından gerçekleştirilen Statik Balans Vanaları, prototip aşamasında gerçek tesisat üzerinde denenmektedir (Şekil 2). Bu denemelerin sonucu, daha önce hesaplamalı akışkanlar dinamiği yöntemi kullanılarak yapılan simülasyonlarla karşılaştırılır. Bu sayede ürün üzerindeki tasarım doğrulama safhası gerçekleştirilmiş olur. Ürünlerin gerçek test aşamalarından önce simülasyonu yapıldığında ancak % 4’lük bir fark olduğu sonucuna varılmıştır. Kaldı ki, gerçek tesisattaki kayıplar da düşünüldüğünde % 100 kesin sonuç alınabildiği söylenebilir.
DN 40 anma çaplı üründe tam ve yarım açık klape pozisyonunda bileşke hız dağılımı % 40’lık değişim göstermektedir. Şekil 3b’de görüldüğü üzere, vana çıkışına yakın bir bölgede giriş değerine yakın bir hız değişimi elde edilmektedir. Vana klapesinin strok değerinin artmasına paralel olarak hız dağılımı yükselmiş ve daha rahat bir pozisyona gelmiştir. DN 40 anma çaplı üründe tam ve yarım açık klape pozisyonunda basınç dağılımı % 5’lik değişim göstermektedir. Şekil 4b’de görüldüğü üzere, vana çıkışına yakın bir bölgede (venturi bölgesi) yaklaşık olarak klape bölgesindeki akışın basınç değerine yakın bir değere ulaşmıştır. Klape sonrası bölümde daha homojen bir dağılım görülmektedir. Hız dağılımları incelenmeye devam edildikçe ve ürüne dik eksendeki akış değerleri vananın tam açık pozisyonuna eriştiğinde daha homojen bir dağılım oluşmuştur. Klape üzerindeki kesme kuvveti hıza ve oluşan basınca göre değişmektedir. Şekil 6’da da görüldüğü gibi, yarım açık pozisyonda akışın neden olduğu klape üzerindeki kesme kuvveti klapeyi daha fazla etkilemektedir. Ürünün tam açık pozisyonuna gelindikçe vana ekseni boyunca oluşan hız değişimi Şekil 7’de görülmektedir. Burada Bu sayede ürün üzerindeki ölçüm noktalarının aynı hız değerinin etkilediği bölgelerde yer alması sağlanmış ve bu sayede ölçümün minimum hata payı ile gerçekleştirilmesine imkan verilmiş olur.
İlginizi çekebilir... 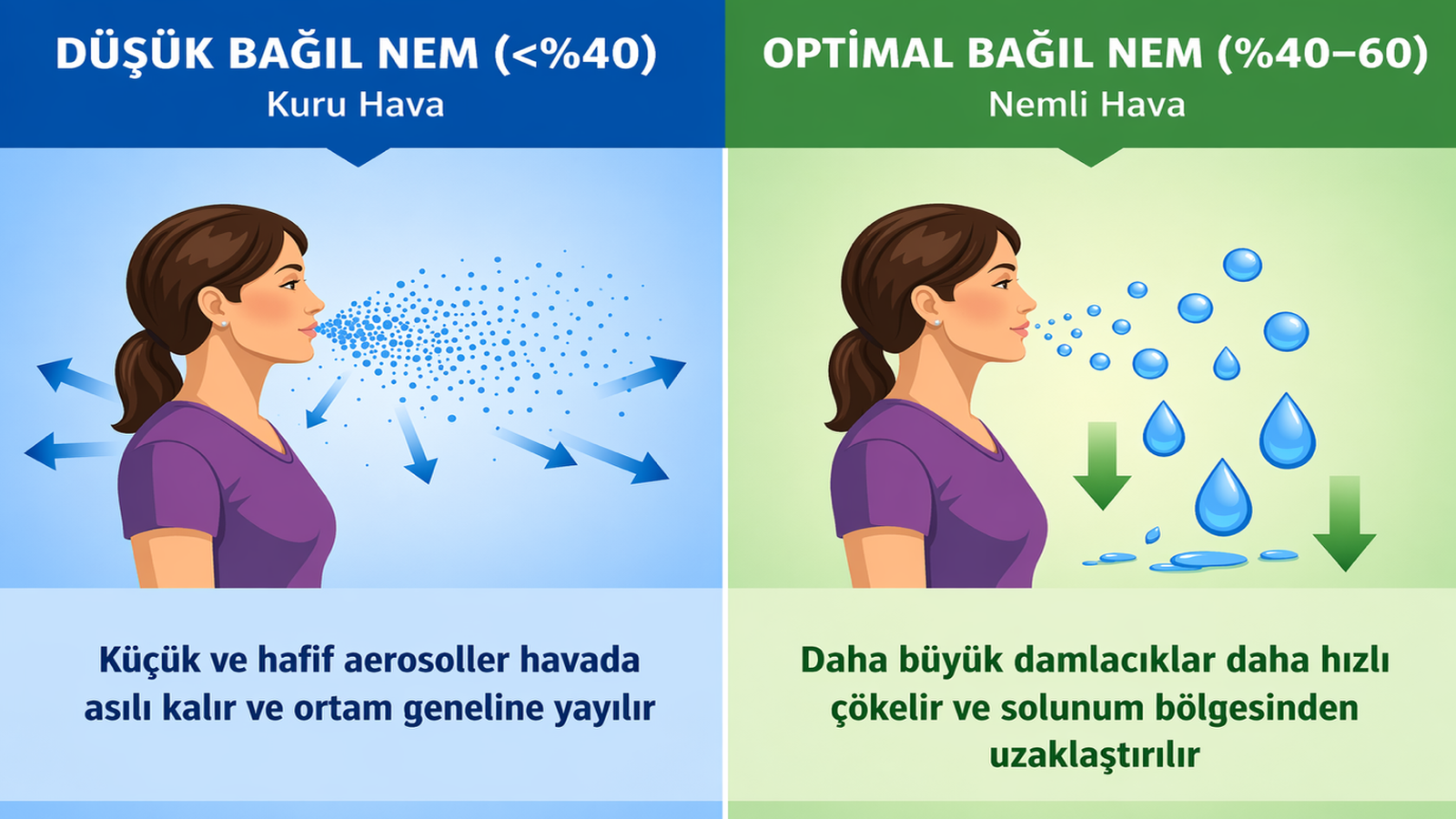
İdeal nem dengesinin, daha sağlıklı iç mekanlar oluşturmaya katkısıNem değerleri, sıcaklık ve havalandırmaya kıyasla daha az hissedilir/fark edilebilir olabilir; fakat özellikle aşırı kuru ortamlarda, insan vücudunun ... 
Veri Merkezlerinin Yükselişi ve Soğutmanın Stratejik ÖnemiApplied Product Category Section ManagerVeri merkezleri ve veri merkezi soğutması, iklimlendirme sektöründe uzun yıllar boyunca nispeten niş bir uygul... 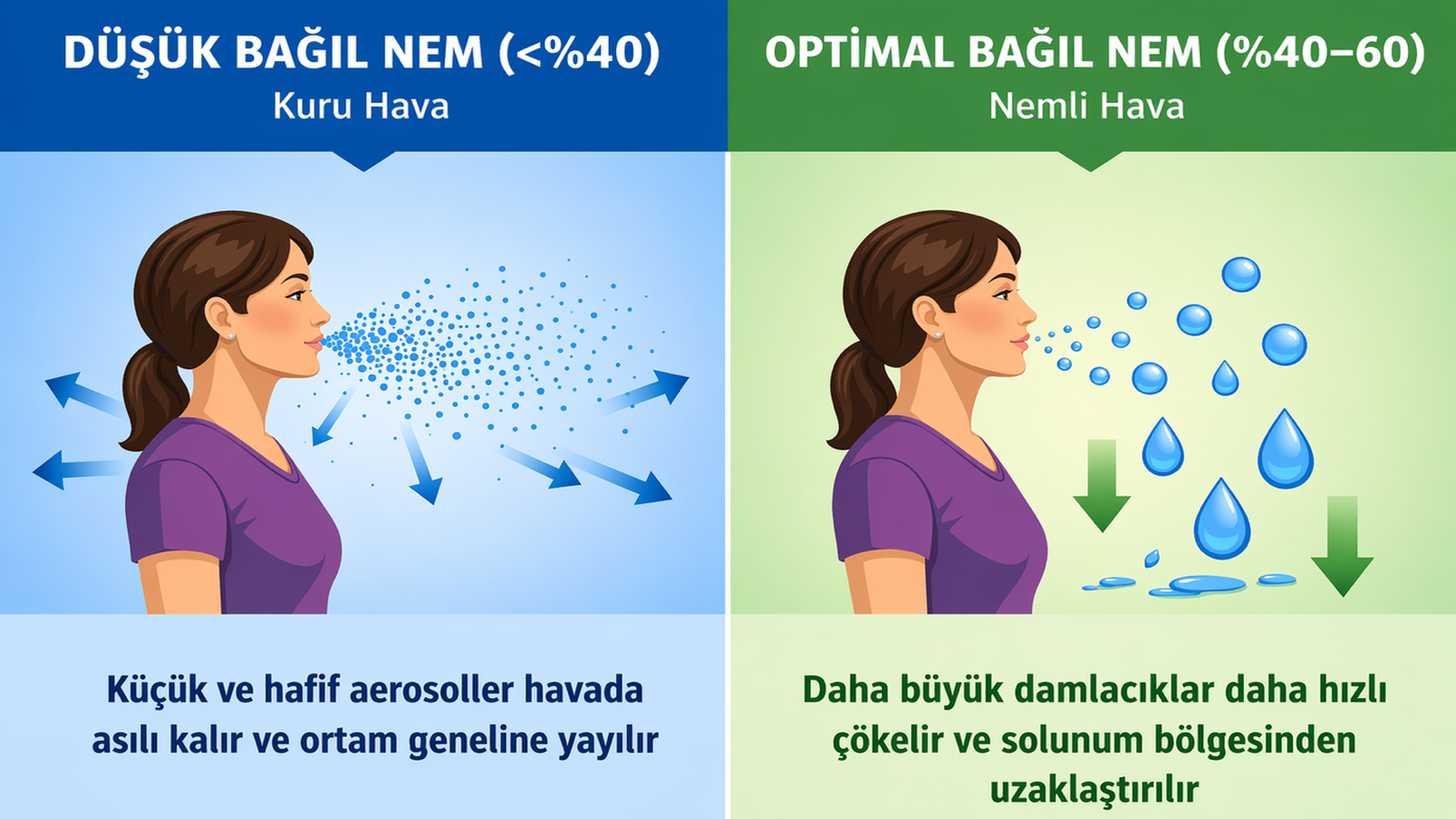
İdeal nem dengesinin, daha sağlıklı iç mekanlar oluşturmaya katkısıNem değerleri, sıcaklık ve havalandırmaya kıyasla daha az hissedilir/fark edilebilir olabilir; fakat özellikle aşırı kuru ortamlarda, insan vücudunun ... |





Yapay Zeka ve Çalışan Verimliliği: Fırsatlar, Riskler ve Gelecek

Uluslararası Enerji Ajansı (IEA) 2026 Enerji İnovasyonu Durum Raporu


BAYMAK Green House Projesi ile Evlerin Enerji Tüketimini Sıfırlamak Mümkün

Şebeke Dalgalanmalarına Karşı Evinizi Nasıl Korursunuz?
|
||||||||||||||||||||
|
|
©2026 B2B Medya - Teknik Sektör Yayıncılığı A.Ş. | Sektörel Yayıncılar Derneği üyesidir. | Çerez Bilgisi ve Gizlilik Politikamız için lütfen tıklayınız.


 HAKKIMIZDA
HAKKIMIZDA

 Kullanılarak Statik Balans Vanası Analizleri") Sabit debili ve değişken debili sistemlerde kullanılan balanslama teknikleri ve balanslama ekipmanları birbirinden farklılıklar göstermektedir. Bu farklılıklar ve amaca uygun ekipman kullanımına öncülük etmesi için özel tasarlanan DUYAR statik balans vanaları, bu alanda büyük bir boşluğu doldurmaktadır.
Sabit debili ve değişken debili sistemlerde kullanılan balanslama teknikleri ve balanslama ekipmanları birbirinden farklılıklar göstermektedir. Bu farklılıklar ve amaca uygun ekipman kullanımına öncülük etmesi için özel tasarlanan DUYAR statik balans vanaları, bu alanda büyük bir boşluğu doldurmaktadır. Kullanılarak Statik Balans Vanası Analizleri") Bu yazıda, DN 40 anma çaplı pik balans vanası için yapılan simülasyonların sonuçları değerlendirilecektir.
Bu yazıda, DN 40 anma çaplı pik balans vanası için yapılan simülasyonların sonuçları değerlendirilecektir. Kullanılarak Statik Balans Vanası Analizleri") önemli olan konu; ürün girişi ile ürün çıkışına yakın olan venturi bölgesindeki akışkan hızı seviyesinin birbirine eşit olmasının ürün üzerinde sağlanmış olmasıdır.
önemli olan konu; ürün girişi ile ürün çıkışına yakın olan venturi bölgesindeki akışkan hızı seviyesinin birbirine eşit olmasının ürün üzerinde sağlanmış olmasıdır.  Kullanılarak Statik Balans Vanası Analizleri")
 Kullanılarak Statik Balans Vanası Analizleri")
 Kullanılarak Statik Balans Vanası Analizleri")
 Kullanılarak Statik Balans Vanası Analizleri")
